さまざまな生産活動を通して発生する産業廃液や廃ガスに対する規制は、世界的な環境意識の高まりとともに厳しさを増しています。
私たちは高度な燃焼技術を駆使してこれに対応。さらなる環境性能を求めて新たな技術開発に挑んでいます。

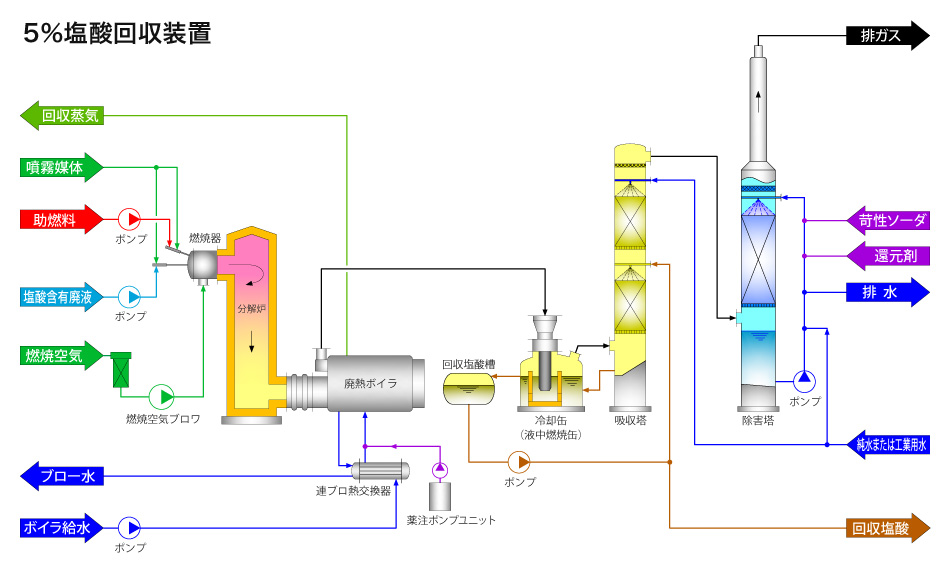
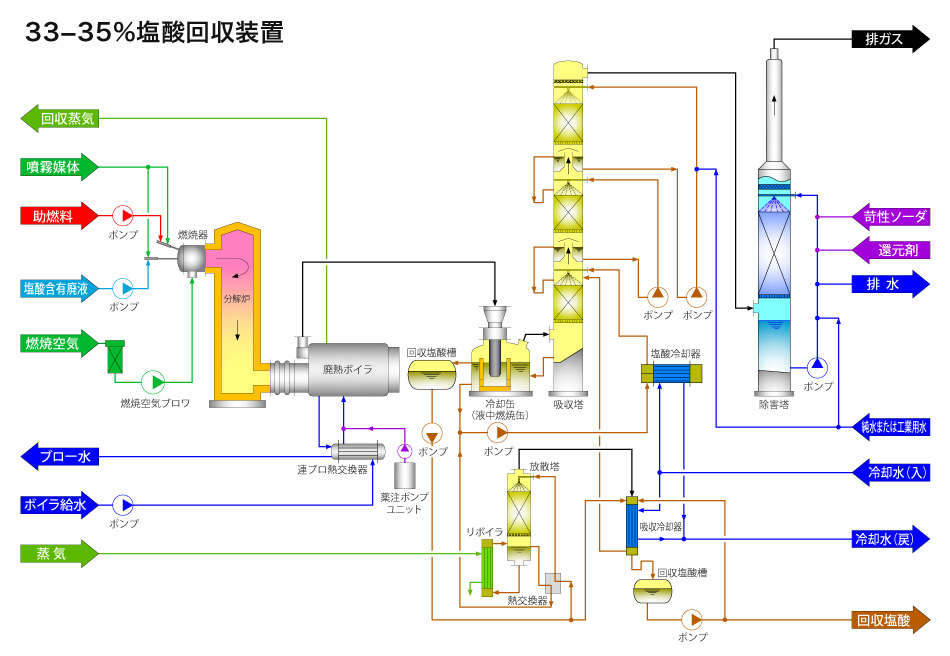
廃液や廃ガス中に多量の塩素を含む場合(特に塩ビ等の製造プロセス)、副生物として塩酸の回収を行う場合があります。その回収塩酸濃度は、5%-33%程度、そのグレードは工業用レベルから食品添加物レベルまで多種多様に対応する事ができます。
分解炉の出口に廃熱回収ボイラを設置することにより、蒸気回収が可能となっており、省エネルギー化を図っております。
しかしながら、塩酸回収装置で一番の問題となるのは、酸露点以下で発生する塩酸による機器の腐食問題です。当社では、初号機を1973年に納入以後多数の実績を誇り、耐食材の選定や腐食予想箇所についての知見により、これらの問題についても具体的な改善を図っております。